5.2.1.10 Cleanliness
Arguably, the most important consideration of all is the cleanliness of a surface before bonding. Even with proper surface energy, surface roughness and other preparation steps, a contaminated surface will severely hinder the ability of an adhesive to perform properly because adhesives only form bonds with the very top layers of the surfaces to which they bond. Therefore, if the surface of a material is 50% contaminated with fingerprint oils, you could expect to get 50% or less of the performance you would get on a clean surface. In this case, fingerprint oils act as a release agent, providing no adhesive performance at the locations of contamination. Consider the graphic below and the different types of adhesion.
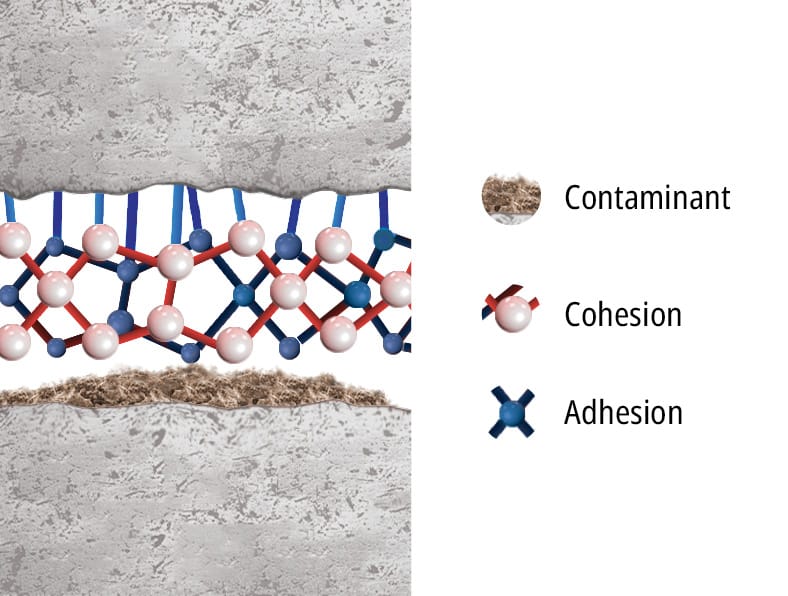
As an adhesive cures, it polymerises and bonds to itself, and it forms bonds to the top layer of the surface with which it is in contact. If this layer is contaminated with oil, grit, dust or any other substance, the adhesive is blocked from forming a sufficient bond. Both water-based and solvent-based cleaners can be used to ensure a clean surface before a bond. The general benefit of a water-based cleaner is that it can remove salt contaminants as well as greases and oils. While solvent-based cleaners rarely have the ability to remove salts, they are very effective degreasers, and they rarely leave residue on surfaces. Greases and salts are not the only substances that commonly contaminate bonding surfaces. Parts that come from other manufacturing processes, such as machining, may be covered in cutting fluid or machining coolant. Injection moulded plastics may be covered in a release agent which would render an adhesive less efficient. Steel and other oxidising metals sometimes come with a protective film of oil. It is important to note that certain types of contamination may affect the ability of certain adhesives to cure. Two examples of this are pH and nitrite contamination. Changes in the pH levels caused by salts on surfaces can severely hinder the cure of certain types of adhesives like Cyanoacrylates, which depend on basic or neutral surfaces to start the breakdown of acidic stabilisers in the formulation. Nitrite salts are commonly left on metal surfaces after machining processes and can hinder the ability of anaerobic adhesives to polymerise. In both cases, the use of water-based cleaners can be used to remove the salts and ensure proper adhesive performance.
Since adhesives only bond to the top surface of a material, there is a misconception that adhesion data listed on the TDS for certain materials will also apply if there is a coating. In reality, the performance of the adhesive is more accurately predicted if one considers the chemical composition of a coating. For example, if a steel panel is being bonded but is covered with a protective urethane-based coating, then any technical information on adhesion to urethane would be more applicable. In some cases, such as the automotive repair industry, a protective coating can be removed at the location of the bond surface to ensure maximum performance, since adhesives can sometimes perform better on the base material and not the coating. The adhesion of the coating to the base material should also be considered when designing a bonded joint. Just as when substrate failure occurs, a lower adhesion test result can be the product of delamination of a coating to a material and does not necessarily reflect on the performance of the adhesive.

GET FREE ACCESS
TO THE DIGITAL MANUAL
Advance Your Technical Proficiency - Dive into Expert Knowledge
in Industrial Bonding.

Already have an account? Sign in here.
